ЙМдҒГы·QЈәЙҪ–|е\тvәёҪУІДБПУРПЮ№«Лҫ
В“ПөИЛЈәЪwҪӣАнЈЁЈ©
В“ПөКЦҷCЈә
№М¶ЁлҠФ’Јә
ЖуҳIа]ПдЈәxutaihantiao@163.com
В“ПөөШЦ·ЈәЙҪ–|КЎқъДПКРМмҳт…^өМҝЪВ·17М–D17ОД»Ҝ„“Тв®aҳIҲ@й_„“ФЖ№ИВ“әПЮk№«…^¶юҳЗD…^034
а]ҫҺЈә300384
В“ПөОТ•rЈ¬ХҲХfКЗФЪәёІДҫWЙПҝҙөҪөДЈ¬ЦxЦxЈЎ
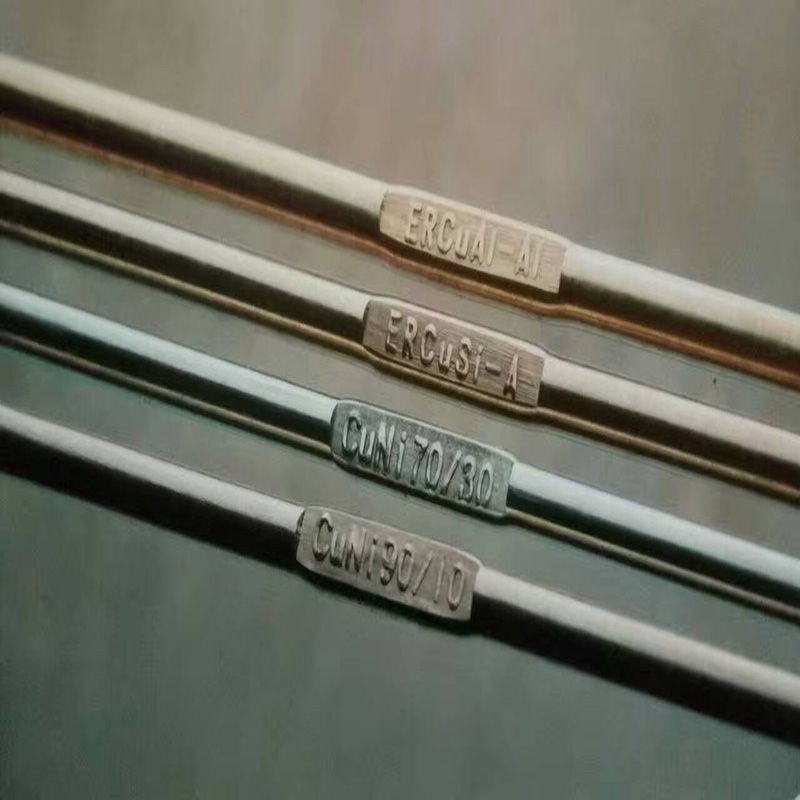
ҪӯМKҸҲјТёЫёЯыҗKW-TCuNiг~жҮәПҪрәёҪzҪӯМKҸҲјТёЫёЯыҗKW-TCuNiжҮг~әёҪz
KW-TCuNi ERCuNi 0.03 0.10 0.80 31.0 Ti:0.4 510 30 жҮТ»г~әПҪрөДәёҪУ